
 语言
语言
 English
English عربى
عربى Español
Español 中文简体
中文简体
- 描述
- 联系我们
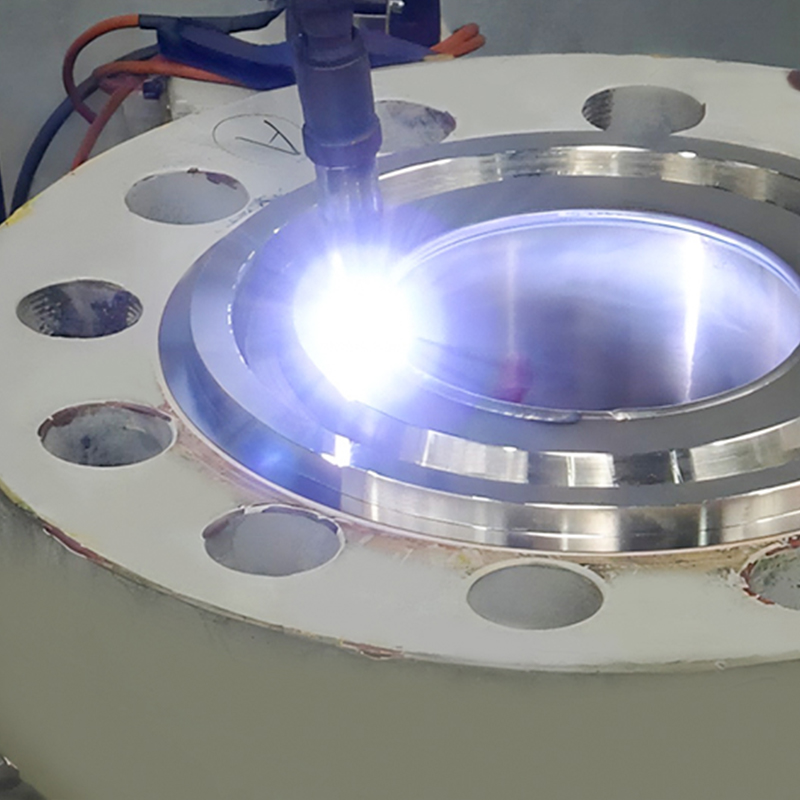
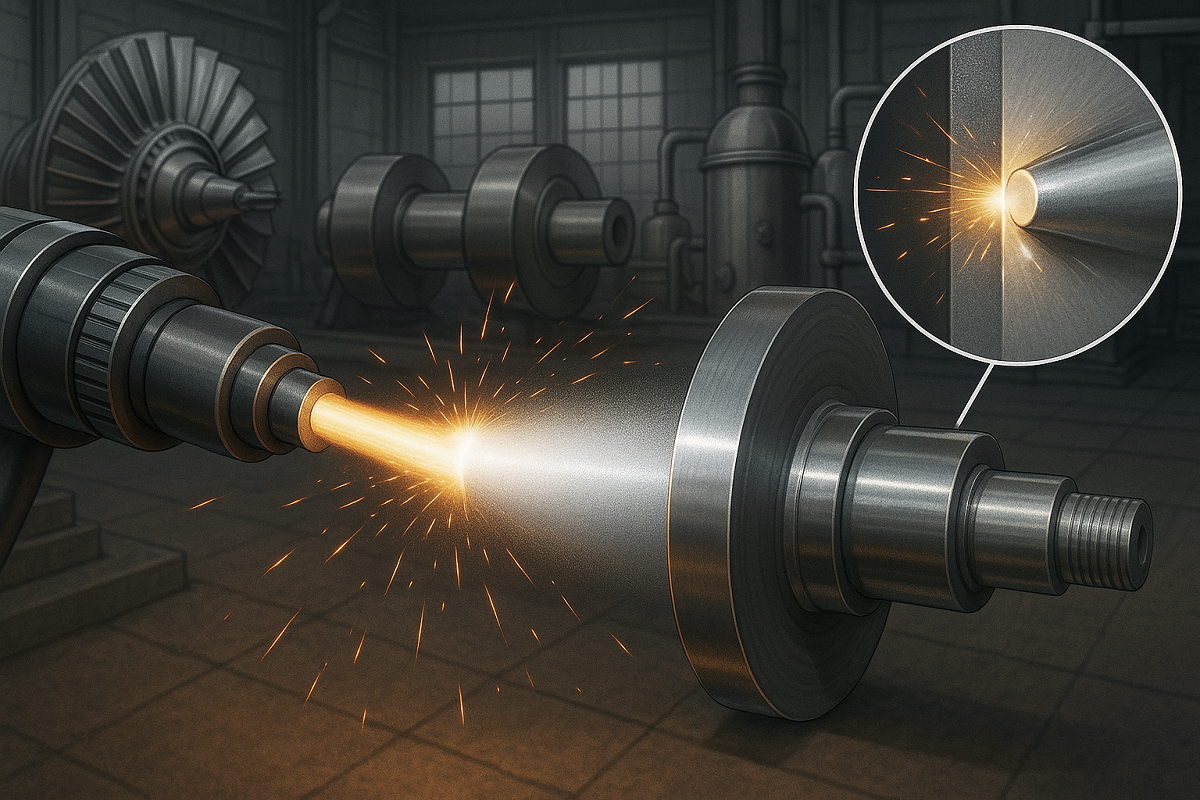
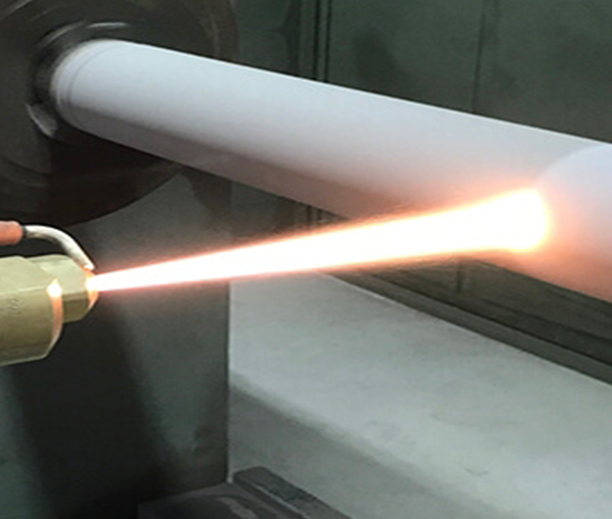
喷焊是对经预热的自溶性合金粉末涂层再加热至1000~1300℃,使颗粒熔化,造渣上浮到涂层表面,生成的硼化物和硅化物弥散在涂层中,使颗粒间和基体表面达到良好结合。生成沉积物是致密的金属结晶组织并与基体形成约0.05~0.1mm的冶金结合层,其结合强度约400MPa,抗冲击性能较好、耐磨、耐腐蚀,外观呈镜面。
与喷涂层相比,喷焊层的优点显著。但由于重熔过程中基体局部受热后温度达900℃,会产生较大热变形。因此,喷焊的使用范围有局限性。适于喷焊的零件和材料一般是:
①受冲击载荷,要求表面硬度高,耐磨性好的易损零件,如抛砂机叶片,破碎机齿板,挖掘机铲斗齿等;
②几何形状比较简单的大型易损零件,如轴、柱塞、滑块、液压缸、溜槽板等;
③低碳钢、中碳钢(含碳0.4%以下)、含锰、钼、钒总量<3%的结构钢、镍铬不锈钢、铸铁等材料。
自熔性合金粉末是以镍、钴、铁为基材的合金,其中加入适量硼和硅元素,起脱氧造渣焊接熔剂的作用,同时能降低合金熔点,适于乙炔一氧焰对涂层进行重熔。
国产自熔性合金粉末品种较多,镍基合金粉末有较强的耐蚀性,抗氧化性可达650°℃,耐磨性强;钴基合金粉末的特点是红硬性好,可在700℃保持较好的耐磨性和耐蚀性;铁基合金粉末耐磨粒磨损性优于其他两类。




欢迎来到热喷涂的专业制造商
产品和服务高度信任用户
西科(盐城)表面涂层技术有限公司于2023年3月成立于江苏盐城,与普田(常州)表面涂层技术有限公司均隶属于江苏壹佰精工机械有限公司子公司,主要从事金属表面涂层技术研发和加工服务。2023年,为满足日益增长的市场需求,江苏壹佰精工机械有限公司在大丰西团新建2万平方米生产基地,目前西科(盐城)已于2025年正式投产。
关于我们的更多信息


荣誉和证书
我们的产品已获得多项认证,并具有成熟的管理 系统和专业研发功能。








近期新闻和事件
与您分享
查看更多新闻
与您分享
-
 2026-03-06
2026-03-06碳化钨特性、用途、HVOF 涂层和碳化铬
碳化钨 (WC) 既不是纯金属钨,也不是传统意义上的陶瓷,它是一种硬质金属复合材料:通过将碳化钨粉末与金属粘合剂(通常是钴)烧结而成的硬质合金。 它是通过将钨和碳化学结合,然后通过液相烧结将粉末与粘合剂固结而成。结果是可用的最硬的工程材料之一 - 维氏硬度为 1,400–2,000 HV — 结合了陶瓷的硬度和金属的韧性。本文详细介绍了碳化钨、其...
-
 2026-02-26
2026-02-26热喷涂和碳化钨涂层指南:工艺、材料和选择
什么是热喷涂及其工作原理? 热喷涂是一种表面工程工艺,其中熔化或半熔化的材料被喷射到基材上以形成保护性或功能性涂层。使用等离子弧、燃烧火焰或高速气流等热源将原料(可以是粉末、线材或棒材)加热至熔融或接近熔融状态。与基材撞击后,颗粒变平、迅速固化并互锁,形成致密的涂层。其结果是形成一种粘合结构,可以显着改变基材的表面特性,而不会改变其整体特性。 热喷涂的多功能性在于其能够将多种材料...
-
 2026-02-19
2026-02-19用于耐磨衬套和柱塞的耐磨和耐腐蚀涂层
了解耐磨和耐腐蚀涂层 耐磨涂层和耐腐蚀涂层是重工业、石油和天然气、采矿、液压和制造领域部署的两种最关键的表面工程解决方案。虽然它们的名称暗示了不同的功能,但实际上,最苛刻的工业应用需要同时具备这两种特性——在充满沙子的化学侵蚀性浆料中运行的泵柱塞必须同时抵抗磨料颗粒切割、侵蚀性冲击和电化学腐蚀攻击。了解这些涂层类型在材料和微观结构层面的差异对于为给定应用指定正确的解决方案至关重要。 ...
-
 2026-02-12
2026-02-12热喷涂涂层指南:HVOF、陶瓷和碳化钨涂层解决方案
什么是 热喷涂 以及该流程如何运作? 热喷涂是一组工业涂层工艺,其中以粉末、线材或棒材形式提供的原料被加热至熔融或半熔融状态,并高速喷射到准备好的基材表面上。撞击后,颗粒变平成薄煎饼状的“薄片”,与表面和彼此机械连锁,并迅速固化形成致密、粘附的涂层。基材本身在整个过程中保持相对凉爽,对于大多数方法来说通常低于 150°C,这意味着可以对热敏部件进行涂层,而不会导致基材变形...
-
2026-02-04
碳化钨涂层工艺:应用方法和优点完整指南
了解碳化钨涂层 碳化钨涂层是提高工业部件表面硬度、耐磨性和使用寿命的最有效解决方案之一。这些涂层将钨和碳结合在一起,形成一种极其坚硬的陶瓷材料,如果应用得当,可以将高磨损应用中的设备寿命延长 300% 至 500%。从石油和天然气到航空航天等行业都依靠碳化钨涂层来保护关键部件免受磨料磨损、侵蚀和腐蚀。 碳化钨的硬度接近金刚石,根据具体成分和应用方法,维氏硬度在 1,500 到 2...
-
2026-01-30
什么是耐磨涂层以及何时应该使用它?
了解耐磨涂层及其核心用途 耐磨涂层是一种表面处理方法,旨在保护基材免受因摩擦、冲击或与磨料反复接触而引起的机械磨损。这些涂层广泛应用于金属、塑料和复合材料,以延长使用寿命并在苛刻的操作环境中保持表面完整性。涂层不是改变基材,而是充当保护层,在使用过程中吸收或抵抗磨损。 耐磨涂层如何减少表面磨损 耐磨涂层通过增加表面硬度或提高表面耗散摩擦力的能力来发挥作用。根据配方的不同,涂...

联系我们
- 15851006550
- 0515-83516729
- luojun@jseby.cn
- 中国江苏省盐城市大丰区西团镇工业园区北环路
二维码
版权所有© 西科(盐城)表面涂层技术有限公司
 TOP
TOP