
 语言
语言
 English
English عربى
عربى Español
Español 中文简体
中文简体碳化钨 (WC) 既不是纯金属钨,也不是传统意义上的陶瓷,它是一种硬质金属复合材料:通过将碳化钨粉末与金属粘合剂(通常是钴)烧结而成的硬质合金。 它是通过将钨和碳化学结合,然后通过液相烧结将粉末与粘合剂固结而成。结果是可用的最硬的工程材料之一 - 维氏硬度为 1,400–2,000 HV — 结合了陶瓷的硬度和金属的韧性。本文详细介绍了碳化钨、其材料特性、其制造方法、主要应用,以及其在涂层技术(包括 HVOF 热喷涂)中与碳化铬的比较。
内容
硬质合金或钨:了解差异
术语“碳化物”、“钨”和“碳化钨”在贸易和制造环境中经常互换使用,但它们指的是具有截然不同特性的不同材料。
纯钨 (W)
单质钨是一种难熔金属,是所有元素中熔点最高的: 3,422°C 。纯净状态下,它密度高(19.3 g/cm3),相对于其他金属来说坚硬(~350 HV),并且非常耐热。它以金属形式用于白炽灯泡的灯丝、TIG 焊接的电极、辐射屏蔽和高温炉部件。纯钨在室温下很脆,这限制了它作为结构材料的用途。
碳化钨 (WC)
碳化钨是一种钨和碳的化合物,特别是一个钨原子与一个碳原子结合(化学计量式 WC),形成六方晶体结构。在这种复合形式中,硬度急剧增加至 纯 WC 化合物为 2,200–2,400 HV 。熔点降至约 2,870°C,密度降至 15.7 g/cm3 — 仍然非常致密,但比纯钨更易于加工。
在商业实践中,“碳化钨”几乎总是指 硬质合金(WC-Co) — WC 粉末颗粒与 3-25% 钴金属粘合剂粘合的复合材料。钴提供了纯 WC 所缺乏的韧性和抗断裂性。当机械师或工程师说“硬质合金刀具”时,他们指的是硬质合金 WC-Co。
钨碳:材料核心的化合物
“钨碳”是同一化合物的非正式术语——钨 (W) 和碳 (C) 原子之间的键,形成 WC 晶体结构。化学计量WC中的碳含量为 6.13%重量 。偏离该比例会产生 W2C(碳化二钨),它的硬度较低,通常被认为是切削刀具牌号中不需要的相。在粉末生产过程中保持精确的碳化学计量是碳化钨制造中的关键质量控制之一。
碳化钨是陶瓷吗?
这是有关碳化钨的最常见的分类问题之一,答案取决于“陶瓷”的定义有多严格。
在最广泛的材料科学定义中,陶瓷是无机非金属固体——技术上包括碳化物、氮化物、氧化物和硼化物。根据这个定义,纯WC化合物 可归类为陶瓷 :它是一种无机化合物,纯晶体形式为非金属,与氧化铝 (Al2O3) 等传统氧化物陶瓷具有许多相同的特性(硬度、脆性、高熔点)。
但在工程实践中, 硬质合金(WC-Co) is classified as a "hard metal" or "cemented carbide" — not a ceramic ——因为:
- 它含有金属粘结相(钴),使其延展性和韧性远远超过传统陶瓷
- 它导电——电阻率约为 0.2–0.5μΩ·米 — 与真正的陶瓷不同,真正的陶瓷是电绝缘体
- 它的导热性能明显优于陶瓷——导热系数为 80–110 W/(m·K) 适用于 WC-Co 材质
- 它是通过粉末冶金(用液态金属粘合剂烧结)而不是陶瓷成型技术制造的
- 其断裂韧性(K₁c 10–25 MPa·m½ ) 比大多数工程陶瓷 (1–5 MPa·m½) 高一个数量级
准确答案:纯WC是陶瓷化合物;硬质合金 WC-Co 是一种硬质金属复合材料,弥合了陶瓷和金属之间的界限。 在工业、采购和工程领域,它通常被称为硬质合金或硬质合金,而不是陶瓷。
碳化钨是如何制造的?
碳化钨生产涉及几个不同的阶段——从矿石提取到化学合成,再到粉末生产和最终固结。每个阶段都控制成品材料的关键属性。
第一阶段:钨矿石加工
主要的钨矿石矿物是白钨矿(CaWO₄)和黑钨矿((Fe,Mn)WO₄)。中国控制着大约 占全球钨矿产量的80% 。矿石被粉碎,通过浮选或重力分离浓缩,然后进行化学处理(通常通过氢氧化钠压力浸出)来生产仲钨酸铵(APT),这是全球贸易的主要中间产品。 APT经过煅烧生成三氧化钨(WO₃),然后在700-1,000°C下氢还原生成金属钨粉末。
第二阶段:渗碳——钨和碳的结合
钨粉与炭黑按化学计量比例混合并在氢气气氛中加热至 1,400–1,600°C 在推杆炉或回转窑中。碳扩散到钨晶格中,将钨金属转化为碳化钨化合物。这种渗碳反应对温度和气氛高度敏感——过量的碳会产生游离石墨(降低硬度);碳不足会产生 W2C 或残余 W(两者都会损害工具性能)。
所得 WC 粉末的特征在于粒度(通常为 切削刀具等级为 0.5–10 µm ;耐磨涂层较细,采矿级较粗)和总碳含量,必须在化学计量 6.13% 目标的 ±0.05% 范围内。
第三阶段:研磨、混合和压制
WC 粉末与钴粉(以及其他添加剂 - 用于钢切削等级的 TiC、TaC、NbC)一起在球磨机中使用压制剂(通常为 PEG - 聚乙二醇)研磨 24-72 小时。研磨同时进一步减小颗粒尺寸并确保钴的均匀分布。研磨后的浆料经过喷雾干燥,产生自由流动的颗粒,可以通过模压、冷等静压 (CIP) 或挤压成型为所需的形状——切削刀片、棒材、耐磨板、模具或复杂的近净形零件。
第四阶段:烧结
压制的“绿色”压坯在以下温度下烧结 1,350–1,450°C — 略高于钴熔点(1,495°C,但 WC-Co 共晶熔点较低,约为 1,275–1,320°C,具体取决于成分)。在烧结过程中,液态钴相通过毛细管作用润湿并渗透WC晶粒网络,消除孔隙并将碳化物晶粒胶结在一起。该零件大约收缩 17–20% 线性 在烧结过程中,在模具设计中必须考虑到这一点。
烧结过程中或烧结后在 100–200 MPa 压力下进行热等静压 (HIP) 可消除关键牌号的残余孔隙,从而实现理论密度并最大限度地提高断裂韧性。 烧结 WC-Co 的密度为 14.0–15.0 g/cm3 取决于钴含量。
第五阶段:整理
烧结硬质合金通过金刚石磨削、EDM(放电加工)或激光加工精加工至最终尺寸公差。切削刀片采用 PVD 或 CVD 硬质涂层(TiN、TiAlN、Al2O₃)以进一步提高耐磨性。最终检查包括硬度测试、密度测量和矫顽力测量(WC晶粒尺寸和钴含量均匀性的无损指标)。
碳化钨材料特性
硬质合金的性能并不是固定的——它们随着钴粘合剂含量和 WC 晶粒尺寸而系统地变化。了解这些权衡对于正确选择牌号至关重要。
| 钴含量(%) | 密度(克/立方厘米) | 硬度(HV30) | 断裂韧性K₁c (MPa·m½) | 总阻力 (兆帕) | 主要应用 |
|---|---|---|---|---|---|
| 3–6% | 15.0–15.3 | 1,700–2,000 | 8-12 | 1,500–2,000 | 拉丝模具、精密耐磨件 |
| 6–10% | 14.5–15.0 | 1,500–1,700 | 10–15 | 2,000–2,800 | 金属切削刀片、立铣刀 |
| 10–15% | 14.0–14.5 | 1,300–1,500 | 14–20 | 2,500–3,500 | 凿岩、结构耐磨件 |
| 15–25% | 13.5–14.0 | 1,000–1,300 | 18–25 | 3,000–4,000 | 采矿截齿、冲击负载部件 |
基本的权衡是明确的: 增加钴含量会牺牲硬度和耐磨性,以换取韧性和抗冲击性 。工程师根据这些要求的交叉点来选择材质——铸铁精加工刀片使用 6% Co 来实现最大磨损寿命;矿镐尖端使用 20% 的钴来承受反复冲击而不会发生灾难性断裂。
其他关键属性
- 杨氏模量: 450–650 GPa — 约为钢 (200 GPa) 的 2–3 倍,可提供卓越的刚度和负载下最小的挠度
- 抗压强度: 4,000–7,000 MPa — 是所有工程材料中最高的; WC-Co 在压缩载荷下表现最佳
- 导热系数: 80–110 W/(m·K) — 显着高于工具钢 (25–50 W/(m·K)),使热量能够快速从切削刃消散
- 热膨胀系数(CTE): 5.0–6.0 × 10⁻⁶/°C — 低于钢 (~12 × 10⁻⁶/°C),在钎焊工具组件和过盈配合应用中必须考虑这一点
- 抗氧化性: WC-Co 开始明显氧化 500℃ ;高于 700°C,氧化变得迅速,限制了其在没有保护涂层的高温应用中的使用
- 耐腐蚀性: WC-Co具有中等的耐化学性;钴结合剂会受到强酸的选择性侵蚀,这会损害腐蚀性材料湿式加工中的刀具性能。在腐蚀关键应用中,使用镍和镍铬粘合剂代替钴。
碳化钨在各行业的用途
碳化钨具有极高的硬度、刚度和耐磨性的独特组合,使其成为刀具寿命和尺寸稳定性至关重要的首选材料。其应用几乎涵盖所有制造和开采行业。
金属切削和加工
这是占主导地位的应用领域。 WC-Co 切削刀片、立铣刀、钻头和车刀约占 占全球硬质合金消费量的50% 。硬质合金刀具的切削速度比高速钢 (HSS) 快 5–10 倍,在同等操作中刀具寿命延长 10–50 倍。与在 500–600°C 以上软化的高速钢刀具相比,WC-Co 在高温下加工而不会软化的能力(WC-Co 在 800°C 时保持 >80% 的室温硬度)是其关键优势。
采矿和钻探
WC-Co 球齿、刀片和截齿用于石油和天然气旋转钻头、采煤机截齿、硬岩隧道掘进机 (TBM) 盘铣刀镶嵌件以及采石和建筑用冲击钻头。高钴牌号 (15–25% Co) 提供承受每分钟数千次冲击所需的冲击韧性。单个 TBM 盘式铣刀在更换前可以清除数百吨岩石,如果没有 WC 嵌体,这一任务是不可能完成的。
拉丝和金属成型
WC-Co 拉丝模具(通常含有 3–6% Co,以实现最大耐磨性)用于将钢、铜和铝线从棒材拉制成最终规格。单个骰子可以绘制 数千公里的电线 在孔磨损超出公差之前。同样,在高产量运行中,用于冲压、冷镦和挤压的 WC-Co 轧辊、冲头和成型模具的寿命比同类工具钢高出 10-100 倍。
耐磨部件和涂层
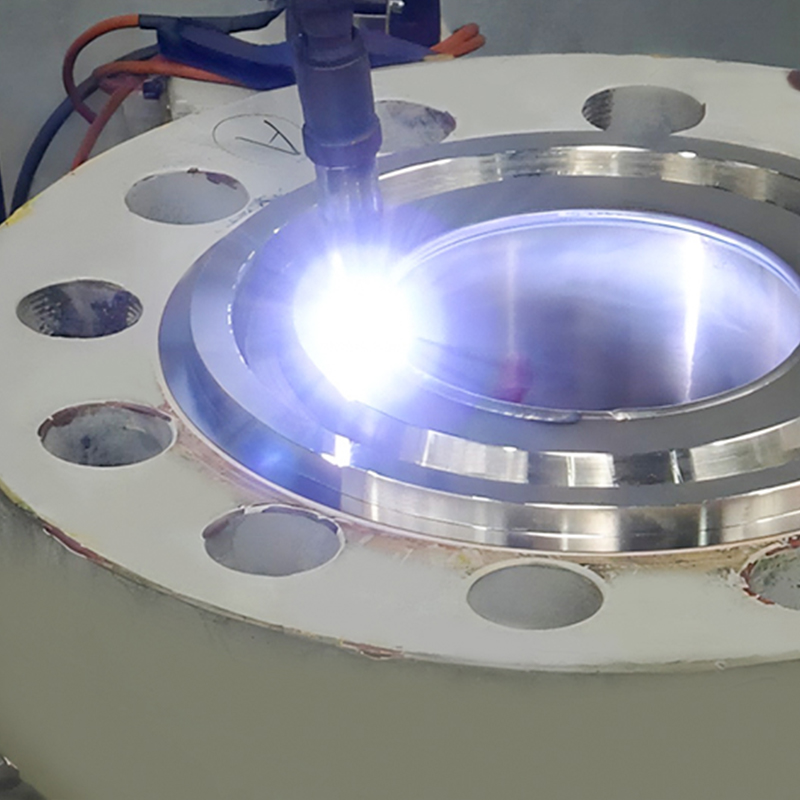
WC-Co 材质的泵密封件、阀座、喷嘴、导轨和耐磨板可延长磨料浆、高压流体和颗粒冲击环境中的使用寿命。作为一个 热喷涂 、WC-Co 和 WC-CrC-Ni 粉末应用于基材表面,可赋予硬度和耐磨性,而无需整体硬质合金的成本和重量。 HVOF(高速氧燃料)喷涂是 WC 涂层的主要沉积方法。
消费者和专业应用
WC-Co 因其耐刮擦性(不会被大多数日常物体刮擦)、高密度和抛光金属外观而用于珠宝(尤其是戒指)。圆珠笔笔尖、手术器械、牙科车针和运动器材(高尔夫球杆插件、鞋钉)均使用碳化钨,因为它兼具硬度、密度和耐腐蚀性。
HVOF 涂层:使用碳化钨作为表面层
高速氧燃料 (HVOF) 热喷涂是在金属基材上沉积致密、结合良好的 WC 基涂层的最广泛使用的工艺。了解 HVOF 的工作原理以及为什么与其他喷涂工艺相比,它能产生更优异的 WC 涂层,对于正确指定磨损保护至关重要。
超音速火焰喷涂 (HVOF) 的工作原理
在 HVOF 喷涂中,燃料(煤油、氢气、丙烯或丙烷)和氧气在水冷燃烧室中以以下压力连续燃烧: 0.4~1.0兆帕 ,在 2,500–3,200°C 的火焰温度下产生超音速气体射流。粉末原料被轴向注入气流中,颗粒被快速加热并加速到 600–1,000 米/秒 在冲击基材之前。
极高的粒子速度 — 明显大于等离子喷涂 (150–400 m/s) 或火焰喷涂 (50–100 m/s) — 产生的涂层具有:
- 极低的孔隙率: 通常 <1% HVOF WC-Co 与等离子喷涂同等产品相比为 2–8%
- 高粘合强度: 拉伸附着力 70–100 兆帕 HVOF WC 涂层与等离子喷涂 30–60 MPa
- 残余压缩应力: 高速冲击在涂层中产生压应力,提高抗疲劳性
- 最小的热分解: 高温下颗粒停留时间相对较短,限制了 WC→W2C 脱碳,保持涂层硬度
常见的 HVOF WC 粉末等级
最广泛指定的 HVOF WC 粉末牌号是:
- WC-12Co: 88%WC、12%Co——耐磨性优异,韧性适中;最常见的通用 WC HVOF 牌号
- WC-17Co: 83%WC、17%Co——比WC-12Co韧性更高;冲击磨损环境的首选
- WC-10Co-4Cr: 86%WC、10%Co、4%Cr——铬的添加提高了钴结合剂的耐腐蚀性能;潮湿、酸性或海洋环境的首选
- WC-CrC-Ni: 碳化钨与镍粘合剂中的碳化铬相结合——提供高硬度和优异的耐腐蚀性;用于化学加工、食品加工和航空航天应用
HVOF WC-Co 涂层通常可达到 表面硬度 1,000–1,400 高压0.3 — 由于喷涂过程中出现一些脱碳,其硬度低于烧结体 WC-Co,但仍远远超过硬铬镀层 (800–1,000 HV) 可实现的硬度,而 WC HVOF 涂层由于卓越的耐磨性能和消除六价铬加工危险而越来越多地取代硬铬镀层。
HVOF WC 涂层的工业应用
- 航空航天: 起落架部件、液压缸杆和喷气发动机压气机叶片防腐蚀罩 — 取代安全关键部件上的硬铬镀层
- 石油和天然气: 受到磨料浆磨损的泵柱塞、阀杆和海上钻井部件
- 纸张和印刷: 刮刀、砑光辊和凹印滚筒表面具有耐磨性并延长使用寿命
- 钢铁行业: 轧机导轨、轧辊和输送机部件因氧化皮和产品接触而受到磨料磨损
- 采矿: 暴露于磨料颗粒流的渣浆泵叶轮、外壳和管道部件
碳化铬涂层:何时选择它而不是碳化钨
碳化铬 (Cr₃C2) 是热喷涂耐磨涂层中 WC 的主要替代品。虽然 WC-Co 在常温和中温耐磨涂层市场中占据主导地位,但碳化铬在特定应用环境中具有明显的优势,使其成为相对于碳化钨的正确选择。
是什么让碳化铬与众不同
碳化铬 (Cr₃C2) 的硬度约为 1,300–1,500 高压 — 低于 WC (~2,200 HV),但仍远高于大多数工程合金。其关键优势是高温稳定性:Cr₃C2 保持其硬度和抗氧化性高达约 900℃ ,而 WC-Co 在 500°C 以上开始降解。商业碳化铬涂层几乎总是配制为 Cr₃C2-25NiCr — 20% Ni / 5% Cr 金属粘合剂中含有 75% 碳化铬 — 将碳化物硬度与 NiCr 基体的优异抗氧化性结合在一起。
碳化铬涂层的主要优点
- 高温耐磨性: Cr₃C2-NiCr 涂层是在 500°C 至 900°C 之间运行的部件的标准选择——燃气轮机部件、锅炉管护罩和 WC 会氧化的热轧辊
- 优越的耐腐蚀性: NiCr 粘合剂具有固有的抗氧化性和抗热气腐蚀性; Cr₃C2 本身在许多钴粘合剂受到侵蚀的酸性环境中具有化学稳定性
- 高温下的耐侵蚀性: 在携带颗粒的蒸汽和气体路径中,当气体温度超过 500°C 时,Cr₃C2-NiCr 的性能优于 WC-Co 涂层
- 较低的密度: Cr₃C2 涂层比 WC 涂层更轻(WC-Co 喷涂层的密度约为 5.5–6.0 g/cm3,而 WC-Co 喷涂层的密度约为 10–11 g/cm3),适用于重量敏感的航空航天和涡轮机部件
碳化铬与碳化钨:涂层选择指南
| 标准 | WC-12Co(超音速火焰喷涂) | Cr₃C2-25NiCr (HVOF) | 更好的选择 |
|---|---|---|---|
| 涂层硬度 | 1,000–1,400 HV | 700–950 高压 | WC-Co |
| 磨粒磨损(环境) | 优秀 | 好 | WC-Co |
| 最高使用温度 | 〜500°C | 〜900°C | Cr₃C2-镍铬 |
| 抗氧化性 | 中等 | 优秀 | Cr₃C2-镍铬 |
| 耐腐蚀性(酸性) | 中等 (Co binder vulnerable) | 好 (NiCr binder stable) | Cr₃C2-镍铬 |
| 涂层密度 | ~10–11 克/立方厘米 | ~5.5–6.0 克/立方厘米 | Cr₃C2-镍铬 (weight) |
| 成本(粉) | 更高(W贵) | 较低 | Cr₃C2-镍铬 |
| 主要应用 | 起落架、泵柱塞、滚轮 | 涡轮机零件、锅炉管、热轧辊 | 依赖于上下文 |
选择规则很简单: 使用 WC-Co HVOF 涂层可在环境温度至中等温度 (<500°C) 下获得最大硬度和耐磨性;当使用温度超过 500°C 或需要抗氧化和热腐蚀以及磨损保护时,请使用 Cr₃C2-NiCr HVOF 涂层。
碳化钨与替代硬质材料
碳化钨并不是孤立存在的——它在整个应用范围内与其他硬质材料竞争。了解 WC-Co 的独特优势以及替代品在技术或经济上更可取的地方,可以防止规格过高并降低成本。
| 材质 | 硬度(HV) | 韧性K₁c (MPa·m½) | 最高使用温度 (°C) | 相对成本 | 最佳应用 |
|---|---|---|---|---|---|
| WC-Co (10% Co) | 1,500–1,700 | 10–15 | 〜500 | 高 | 切削工具、耐磨件 |
| 高-Speed Steel (HSS) | 800–900 | 20–25 | 〜550 | 低 | 低-volume, complex tooling |
| 氧化铝 (Al2O₃) 陶瓷 | 1,600–2,000 | 3–5 | 〜1,500 | 中等 | 高-speed cast iron cutting |
| 碳化硅(SiC) | 2,500–3,000 | 3–4 | 〜1,400 | 中等 | 磨料、密封件、泵零件 |
| PCBN(多晶CBN) | 3,000–4,500 | 5–8 | 〜1,000 | 非常高 | 淬硬钢加工 |
| PCD(聚晶金刚石) | 5,000–8,000 | 6–10 | ~700(氧化) | 极高 | 有色金属、复合材料加工 |
WC-Co 占据了这一范围的关键中间地带: 它的硬度远超钢制工具,韧性远超整体陶瓷,成本远低于PCBN和PCD — 这正是它在全球工业加工、磨损保护和材料加工应用中占据主导地位的原因。












 TOP
TOP