
 语言
语言
 English
English عربى
عربى Español
Español 中文简体
中文简体内容
了解碳化钨涂层
碳化钨涂层是提高工业部件表面硬度、耐磨性和使用寿命的最有效解决方案之一。这些涂层将钨和碳结合在一起,形成一种极其坚硬的陶瓷材料,如果应用得当,可以将高磨损应用中的设备寿命延长 300% 至 500%。从石油和天然气到航空航天等行业都依靠碳化钨涂层来保护关键部件免受磨料磨损、侵蚀和腐蚀。
碳化钨的硬度接近金刚石,根据具体成分和应用方法,维氏硬度在 1,500 到 2,200 之间。这种卓越的硬度使碳化钨涂层成为面临恶劣工作条件的部件的理想选择,包括泵、阀门、钻井设备和制造机械。与传统的表面处理不同,碳化钨涂层在很宽的温度范围内保持其性能并抵抗化学降解。
常见的碳化钨涂层成分包括 WC-Co(带有钴粘合剂的碳化钨)、WC-CoCr(添加铬以提高耐腐蚀性)和 WC-Ni(针对特定应用的镍基)。粘合剂材料的选择显着影响涂层的性能,钴提供优异的韧性,而铬的添加则增强抗氧化性和耐腐蚀性。
初级碳化钨涂层工艺
碳化钨涂层采用多种不同的工艺,每种工艺都针对不同的应用和基材材料提供特定的优势。适当工艺的选择取决于多种因素,包括所需的涂层厚度、基材几何形状、操作环境和性能要求。
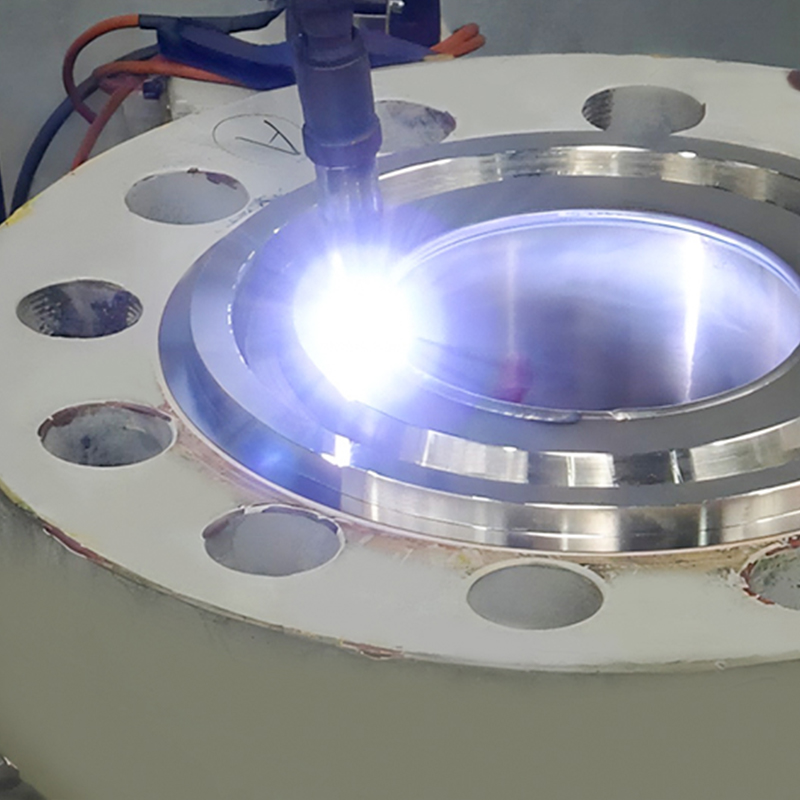
高速氧燃料 (超音速火焰喷涂) 喷涂
超音速火焰喷涂 代表了需要卓越密度、硬度和附着力的碳化钨涂层应用的当前行业标准。该过程燃烧氧气和燃料(通常是煤油、丙烯或氢气)的混合物,产生超音速火焰,将碳化钨颗粒加速到每秒 400 至 800 米的速度。高冲击速度与适中的颗粒温度相结合,可生成孔隙率低于 1% 的极其致密的涂层。
超音速火焰喷涂 工艺具有几个关键优势。相对较低的工艺温度可最大限度地减少碳化钨颗粒的脱碳,从而保持材料的硬度。粘合强度通常超过 70 MPa,确保对正确制备的基材具有出色的粘合力。通过单道或多道即可实现 0.075mm 至 0.5mm 的涂层厚度,并可根据需要获得更厚的涂层。与其他热喷涂方法相比,致密的微观结构提供了卓越的耐磨性和更低的摩擦系数。
等离子喷涂
等离子喷涂技术使用电弧产生超过 15,000°C 的等离子温度,产生高速等离子射流,熔化碳化钨粉末并将其喷射到基材上。大气等离子喷涂 (APS) 和真空等离子喷涂 (VPS) 两种变体均被使用,VPS 通过消除大气污染提供卓越的涂层质量。等离子喷涂擅长涂覆复杂的几何形状并实现厚沉积,涂层厚度可以从 0.1 毫米到几毫米。
然而,等离子喷涂固有的极高温度可能会导致碳化钨颗粒部分分解,从而形成脆性 eta 相(W2C 和 W3C2)和游离碳。与 超音速火焰喷涂 涂层相比,这种分解会降低涂层的硬度和耐磨性。现代等离子喷涂系统采用专门的粉末原料和优化的参数来最大限度地减少这些影响,使等离子喷涂适用于最大硬度不如涂层厚度或沉积速率重要的应用。
爆轰枪 (D枪) 涂层
爆轰枪工艺利用氧气和乙炔的受控爆炸将碳化钨粉末加速到极高的速度,从而产生具有卓越密度和附着力的涂层。每个爆炸周期都会以高达 900 m/s 的速度推动少量粉末,逐层构建涂层。该工艺的脉冲特性和高冲击能量可形成孔隙率低于 0.5% 且结合强度超过 80 MPa 的涂层。
D枪 涂层在热喷涂方法中表现出卓越的耐磨性和最低的孔隙率,使其成为航空航天、化学加工和精密机械等关键应用的理想选择。主要缺点包括与 HVOF 或等离子喷涂相比沉积速率较慢、设备成本较高以及操作复杂。尽管存在这些限制,当最大涂层性能证明额外成本和加工时间合理时,D-Gun 技术仍然是首选。
基材制备和表面处理
正确的基材制备是获得耐用、高性能碳化钨涂层的基础。涂层与基材的机械结合完全取决于表面清洁度、粗糙度和活化。无论应用工艺质量如何,准备不充分都会导致涂层过早失效。
标准准备顺序从彻底清洁开始,以去除所有污染物,包括油、油脂、氧化物和颗粒。清洁方法包括碱洗、溶剂脱脂或蒸汽脱脂,具体取决于基材材料和污染类型。清洁后,基材经过表面粗糙化,为涂层创建机械锚定位点。使用有角氧化铝或碳化硅颗粒在 60-80 PSI 下进行喷砂,可形成粗糙度值 (Ra) 在 3 至 8 微米之间的最佳表面轮廓。
- 涂装后 4 小时内必须对表面进行喷砂处理,以防止氧化和污染
- 喷砂介质应清洁、干燥、无油,以避免污染准备好的表面
- 制备期间和之后表面温度必须保持在露点以上,以防止冷凝
- 不需要涂层的区域的遮蔽必须防止介质污染和涂层过度喷涂
- 复杂的几何形状可能需要多个设置位置以确保完全覆盖和适当的隔离距离
对于关键应用,通常在碳化钨面漆之前涂覆粘合层。镍-铝、镍-铬或钼粘合涂层可提高对困难基材的附着力,并消除基材和硬质涂层之间的应力。粘合层厚度通常为 0.075 毫米至 0.15 毫米,使用与沉积碳化钨层相同的热喷涂设备进行涂覆。
应用参数和质量控制
要获得最佳的碳化钨涂层性能,需要精确控制众多的应用参数。每个涂层工艺都有特定的参数窗口,必须在整个应用过程中保持这些参数窗口,以确保涂层的一致性和性能。实时监控系统跟踪关键变量,并提醒操作员注意可能影响涂层质量的偏差。
| 工艺流程 | 粒子速度 | 颗粒温度 | 典型孔隙率 | 粘合强度 |
| HVOF | 400-800米/秒 | 1,800-2,200°C | 0.5-1.5% | 70-85兆帕 |
| 等离子喷涂 | 200-400米/秒 | 3,000-6,000°C | 2-5% | 50-70兆帕 |
| D-Gun | 700-900米/秒 | 2,500-3,500°C | 0.3-0.8% | 75-90兆帕 |
质量控制从粉末表征开始,以确保粒度分布、成分和形态符合规格。在应用过程中,过程监控会跟踪气体流量、温度、电压和间隔距离。许多现代系统采用飞行中粒子诊断来测量实时粒子速度和温度,从而可以立即调整参数以维持最佳沉积条件。
应用后检查包括目视检查、尺寸验证、使用磁性或涡流计测量涂层厚度以及附着力测试。对与生产零件同时涂覆的试样进行破坏性测试,通过金相检查提供详细的微观结构分析、硬度验证和孔隙率测量。先进的设施采用 X 射线衍射来验证相组成并检测不需要的脱碳或相变。
涂装后整理和密封
喷涂的碳化钨涂层通常具有 3 至 10 微米 Ra 的表面粗糙度,具体取决于应用工艺和参数。许多应用需要表面精加工以实现特定的尺寸公差、表面粗糙度或功能特性。磨削是最常见的精加工方法,使用金刚石或 CBN(立方氮化硼)砂轮来实现 Ra 低于 0.4 微米的表面光洁度。
必须仔细控制研磨参数,以避免因产生过多热量或机械应力而损坏涂层。冷却液的应用、轮速选择和进给速度针对碳化钨的极高硬度进行了优化。无心磨削可有效加工轴和套筒等圆柱形部件,而表面磨削可处理平坦表面,而内圆磨削可解决孔应用。专为硬质合金加工设计的专用磨削液可提高表面光洁度并延长砂轮寿命。
密封处理可填充热喷涂涂层中的残余孔隙,增强耐腐蚀性并防止液压或化学应用中的流体渗透。有机密封剂包括环氧树脂、聚酯和通过刷涂、喷涂或真空浸渍施加的特殊聚合物配方。无机密封剂(例如硅酸钠溶液)具有更高的耐温性。密封过程可将涂层孔隙率从典型值 0.5-2% 降低至有效零,从而形成针对腐蚀性介质的屏障,同时保持涂层的耐磨性。
工业应用和性能优势
碳化钨涂层在不同的工业领域提供可测量的性能改进。在石油和天然气生产中,钻头、稳定器和井下工具的涂层可将磨蚀地层中的使用寿命延长 200-400%。耐磨性和冲击韧性的结合可以在要求苛刻的钻井作业中保护部件,其中更换成本包括设备和钻机停机时间。
制造和金属加工
与未涂层的替代品相比,涂有碳化钨的金属成型和切削工具显示出显着延长的工具寿命。模具、冲头和成型辊受益于涂层的耐磨损和耐磨损性能。在拉丝操作中,涂层模具可保持尺寸稳定性,从而显着延长生产运行时间,减少更换模具的停机时间并提高产品质量的一致性。 1,200-1,400 HV 的涂层硬度可防止这些应用中遇到的严重滑动磨损。
化学和加工工业
处理磨料浆料的泵、阀门和搅拌器会经历严重磨损,碳化钨涂层可有效对抗这些磨损。在选矿厂中,离心泵叶轮和泵壳的涂层与传统材料相比可将磨损率降低一个数量级。碳化钨-碳化铬组合物的化学稳定性提供了优异的耐酸性和碱性环境的性能,同时保持磨损保护。控制阀中的阀座、球和阀杆涂层可确保可靠的密封和延长的维修间隔。
航空航天和发电
包括起落架致动器、襟翼轨道和液压系统部件在内的关键航空航天部件均采用碳化钨涂层来满足苛刻的性能规格。该涂层在高负载轴承应用中提供耐磨性,同时保持相对较低的摩擦系数。在发电领域,涡轮机密封件、轴承和防腐蚀罩的涂层可防止燃烧产物或蒸汽杂质造成的颗粒腐蚀。该涂层在高温下发挥作用的能力使其适用于热截面部件。
成本考虑和投资回报
碳化钨涂层成本因部件尺寸、涂层厚度、工艺选择和产量而有很大差异。 HVOF 涂层通常每公斤沉积材料的成本为 150 至 400 美元,项目总成本包括表面准备、涂层应用、质量控制和精加工操作。虽然在许多情况下初始涂层成本超过了简单的部件更换成本,但通过延长使用寿命和减少停机时间可以实现投资回报。
经济分析必须考虑总生命周期成本,而不仅仅是初始支出。考虑到维护间隔、停机成本和更换物流,成本为 2,000 美元的涂层组件的使用寿命是价值 500 美元的无涂层替代品的五倍,可节省大量成本。在海上石油生产或远程采矿作业中,部件更换需要昂贵的调动和生产中断,碳化钨涂层的经济优势变得压倒性的。
- 根据总拥有量评估涂层成本,包括安装、停机时间和更换物流
- 考虑涂层抢救和磨损部件的修复与完全更换
- 考虑性能改进,例如增加吞吐量或减少能耗
- 当组件寿命变得更加可预测和延长时,考虑减少库存需求
- 评估减少废物产生和资源消耗带来的环境效益
涂层选择标准和工程指南
选择合适的碳化钨涂层需要对操作条件、性能要求和经济限制进行系统评估。决策过程从应用中存在的磨损机制的详细特征开始。硬颗粒引起的磨粒磨损与流体固体颗粒引起的冲蚀磨损或金属与金属接触引起的粘着磨损需要不同的涂层特性。
工作温度显着影响涂料的选择,因为极端温度会影响涂料材料和施工工艺。标准 WC-Co 涂层在大约 500°C 的温度下表现良好,高于该温度,钴粘合剂氧化会加速。对于更高温度的应用,WC-CoCr 配方通过铬的保护性氧化物形成,提供高达 600°C 的更高抗氧化性。超过 600°C 的应用可能需要替代涂层材料或与碳化钨结合的热障系统。
耐腐蚀性要求决定了粘合剂成分,并且可能需要密封处理。水性环境,特别是含有氯化物的环境,会侵蚀钴粘合剂,因此优选使用 WC-CoCr 或密封涂层。化学加工应用需要评估特定的化学暴露,以确保涂层的兼容性。当建议的使用环境无法获得特定的耐化学性数据时,涂料提供商应进行兼容性测试。
| 磨损机制 | 推荐涂层 | 典型厚度 | 首选流程 |
| 磨粒磨损(2 体) | WC-12Co | 0.2-0.4毫米 | HVOF |
| 磨料磨损(3体) | WC-17Co | 0.3-0.5毫米 | HVOF 或 D 枪 |
| 侵蚀磨损 | WC-10Co-4Cr | 0.25-0.4毫米 | HVOF |
| 滑动磨损腐蚀 | WC-CoCr(密封) | 0.15-0.3毫米 | HVOF |
| 高冲击磨损 | WC-20Co | 0.4-0.6毫米 | D-Gun |
涂层修复和修复程序
碳化钨涂层可以多次剥离和重新涂覆,从而可以修复而不是更换有价值的部件。涂层去除采用腐蚀性介质喷砂或化学剥离方法,具体取决于基材材料和涂层厚度。完全去除涂层会暴露原始基材表面,该表面经历与初始涂层应用相同的准备顺序。
通过涂层进行尺寸修复可以使磨损的部件恢复到原始规格,甚至改进到超出初始设计。因轴承接触而磨损的轴、经历磨料磨损的气缸孔或因侵蚀而损坏的阀门表面都可以进行涂层以恢复功能。在某些情况下,通过涂层工艺故意制造尺寸过小的部件,使尺寸达到最终规格,这种技术称为“按尺寸涂层”,可提供出色的尺寸控制。
局部涂层修复可解决孤立的损坏,无需完全剥离和重新涂覆。受损区域通过局部喷砂处理,羽化完整涂层的边缘以形成逐渐过渡。修复涂层的厚度应等于或超过原始涂层厚度,然后与周围表面融为一体。正确的修复技术产生的接头强度接近原始涂层的强度,尽管关键应用可能需要完全更新涂层而不是局部修复。
新兴技术和未来发展
冷喷涂技术代表了碳化钨涂层应用的新兴替代方案。与热喷涂工艺不同,冷喷涂利用压缩气体膨胀将粉末颗粒加速到超音速,通过固态粘合沉积材料而不熔化。这消除了传统工艺固有的热降解问题。目前的研究重点是开发针对冷喷涂应用优化的碳化钨粉末配方和工艺参数,实验室研究取得了可喜的结果,显示涂层性能可与 HVOF 相媲美。
纳米结构碳化钨涂层通过精细的微观结构和改进的机械性能提供潜在的性能优势。粉末制造技术生产的碳化钨颗粒的碳化物晶粒尺寸低于 200 纳米,明显比传统微米级材料更细。这些纳米结构涂层在实验室测试中表现出增强的硬度、韧性和耐磨性。在热喷涂应用期间扩大生产和控制纳米结构保留方面仍然存在挑战。
先进的过程监控和质量控制系统采用人工智能和机器学习算法来实时优化涂层参数。这些系统分析工艺输入和涂层特性之间的关系,自动调整参数以补偿粉末特性、基材几何形状或环境条件的变化。预测性维护功能可以在设备退化影响涂层质量之前识别出设备退化,而统计过程控制则跟踪长期趋势以确保稳定的生产。
环境因素推动了更可持续的涂层工艺和材料的开发。水基密封剂取代了传统的溶剂系统,减少了挥发性有机化合物的排放。粉末回收系统捕获过量喷涂材料进行再处理,最大限度地减少浪费。对替代粘合剂材料的研究探索了在制造过程中减少环境影响同时保持涂层性能的选择。这些发展使碳化钨涂层技术与日益严格的环境法规和企业可持续发展目标保持一致。












 TOP
TOP