
 语言
语言
 English
English عربى
عربى Español
Español 中文简体
中文简体热喷涂技术是采用各种热源使涂层材料加热至熔化或半熔化,然后用高速气体使涂层材料分散细化并高速撞击到基体表面,形成一层件能优干原基体材料的涂层,从而使了件具有更加优异的表面性能。热陵涂涂层具有耐磨损、耐腐蚀、耐高温和隔热等性能,并能对磨损、腐蚀的零件进行修复,在航空航天、机械制造、石油化工等领域具有广泛的应用。
1热喷涂技术的特点
(1)可在各种基体上制备各种材质的涂层。金属、陶瓷、金属陶瓷以及工程塑料等都可用作热喷涂的材料:基体温度低,基材温度一般在30-200℃C之间,因此变形小,热影响区小。(2)操作灵活,可喷涂各种规格和形状的物体,特别适合于大面积涂层,并可在野外作业。(3)涂层厚度范围亮,从几十微米到几毫米的涂层都能制备,旦容易控制:喷涂效率高,成本低,喷涂时生产效率为每小时数公斤到数十公斤。
2热喷涂的工艺种类
2.1火焰喷涂工艺
火焰喷涂是对线材火焰喷涂和粉未火焰喷涂的练称、火焰喷涂一般通过氧,乙炔气体燃饹提供热量加热熔化喷涂材料,通过压缩气体要化并加速喷涂材料,随后在基体上沉积成涂层。火焰喷涂的优势在于设备投资少,操作容易,设备可携带到现场施工,无电力要求,沉积效率高等,至今仍是喷涂纯钼涂层的较好选择。2.2电弧喷涂工艺
电弧喷涂是由两根彼此绝缘并加有18-40V直流电压的线性电极,由送丝机构向前输送,当两级靠近时,在两线顶端产生电弧并使顶端熔化,同时吹入的压缩空气使熔融的液滴雾化并形成喷涂束流,沉积在工件表面。电弧喷涂只能用于具有导电性能的金属线材,当前主要用于喷涂铝锌防腐蚀涂层、不锈钢涂层,用于大型零件的修复和表面强化。
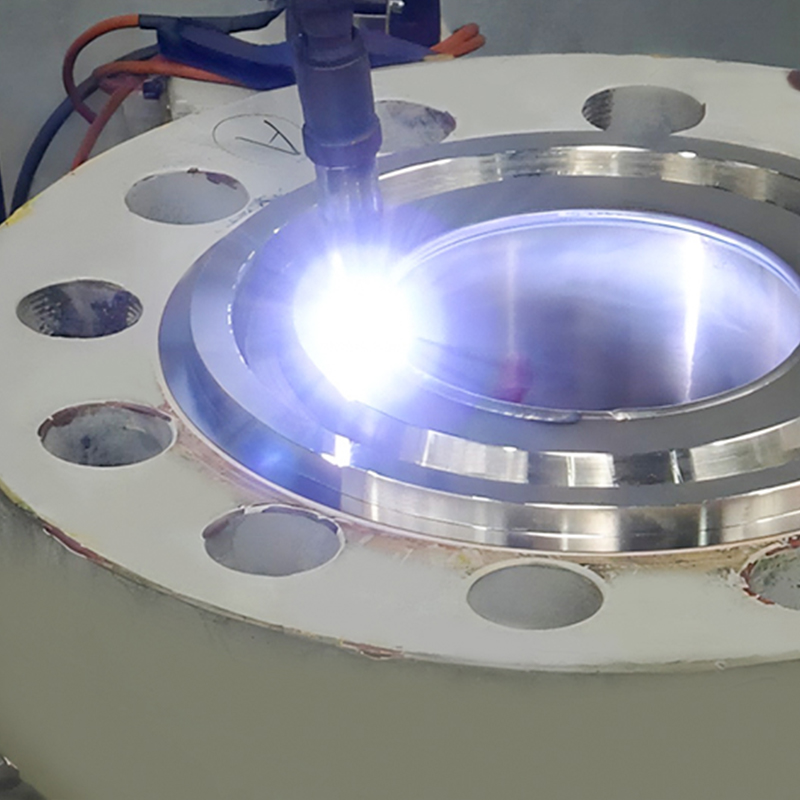
2.3等离子喷涂工艺
等离子喷涂采用等离子火焰作为热源对喷涂材料进行加热。等离子喷涂所用的等离子体是由电离子的原子、分子、离子与电子组成的导电气体。当气体中的原子被激发到高能级上,这些原子会释放出电子并成为带正电荷的离子,从而组成导电气体。等离子喷涂一般在大气环境下喷涂。为避免喷涂材料氧化,也可在充满低压保护气体的真空室内进行,称之为真空等离子喷涂,但是在真空等离子喷涂中的束流密度较低,因此热能和动能的转移率降低,对晓涂高熔点的材料反而不利。
等离子喷涂优势是焰流温度高,喷涂材料适用面广,特别适合喷涂高熔点材料。等离子喷涂层的密度可达理论密度的85%.98%,真空喷涂可达到95%-99.5%,结合强度也很高(35-70MPa),而且涂层中夹杂较少,喷涂质量远优于火焰喷涂层。
2.4超音速火焰喷涂工艺
超音速火焰喷涂简称主要是采用高压水冷的反应腔和细长的喷射管,将燃料和氧气送入反应腔燃烧,产生高压火焰。还有另一种方法是将燃料和氧气通过高压喷射,在喷嘴外燃烧,喷射粉末用高压气体从喷嘴内轴向送入火焰中,然后通过嘴外空气罩中的压缩气体将燃烧火焰压缩、加速并将熔融的粉末喷向基板。3热喷涂技术的应用
(1)喷涂耐腐蚀涂层。采用热喷涂技术可以喷涂耐各种介质腐蚀的保护涂层,但是不锈钢、镍合金、蒙乃尔合金、青铜等金属涂层的电极电位比钢铁高,因此易在涂层孔隙处产生电化学腐蚀,只用于机械部件如柱塞泵的活塞和活塞杆、液压油缸、船舶尾轴、阀门等,而且必须封孔处理。
(2)喷涂耐磨涂层。热喷涂技术被成功的应用于喷涂机械零部件表面的耐磨涂层,延长零件的使用寿命,或修复磨损失效的机械零件。如在汽轮机转子、密封轴颈、活塞环等滑动磨损部位,喷涂各种铁基或镍基耐磨合金涂层。
(3)喷涂耐局温涂层。热喷涂技术同样也可用于改善机械零件的抗高温氧化性能。超音速火焰喷涂Cr2C3-N1C涂层,在900℃以下是非常好的耐磨涂层,是治金工业中连续退火炉炉底的主要高温保护涂层。
(4)喷涂功能涂层。热喷涂技术可广泛应用于电气工业中,如喷涂屏蔽涂层,用于消除电磁波和无线电波的干扰,同时清除静电放电火花:用电弧喷涂锌涂层可以提高高能级的衰减。
等。
(5)喷涂成型。采用热喷涂制造机械零件是近年来迅速发展的一项特殊制造技术。如采用电弧喷涂制造,冲压塑料和皮革制品件模具、等离子喷涂陶瓷或耐火金属喷嘴
4热喷涂技术的新进展随着热喷涂技术的不断改进与完善,其应用领域不断拓展。现代等离子喷涂技术都采用了计算机控制系统,这大幅度减少了工作强度并减小了出错率,大功率等离子喷涂技术出现,使等离子喷涂的沉积效率进一步提高,喷涂功率已达到200KW,近年来又发展了反应喷涂技术,即利用喷涂过程中喷涂材料各组分之间或喷涂材料与喷涂气
体之间的化学反应,原位合成特殊成分的涂层。热喷涂所用的材料也随着热喷涂技术的发展而发展,如采用高温自蔓延技术制备新型喷涂用粉末,现已合成出TG TIB27'B2等陶瓷粉未材料未来热喷涂技术的发展将可能主要朝以下方面发展:(1)开发新型喷涂材料,纳米材料将成为开发的热点:(2)开发热喷涂技术的新领域,如将热喷涂技术与热处理技术相结合的应用:(3)大力推进计算机在热喷涂方面的应用,实现程序化操作。












 TOP
TOP